Welding
Showing 1–20 of 22 results

AlcoTec ER5356 Aluminum MIG Wire
AlcoTec ER5356 Aluminum MIG Wire

AlcoTec Almigweld is made of 5356 alloy that has magnesium, manganese, chromium and titanium as the principle alloying elements. Non-heat treatable wire with 1060 to 1175 deg F melting range is classified as a general-purpose type filler alloy.
Typical Applications
- Trade designation: ALMIGWELD and ALTIGWELD
- Non-Heat treatable
- Similar to AlSi5 (DIN)
- ISO designation: AlMg5Cr(A)
- Principle alloying elements: Magenesium, Maganese, Chromium, Titanium
- Applicable specifications: ANSI/AWS A5.10 (ER & R)

AlcoTec ER4047 .035 1# Spool Aluminum MIG Wire
AlcoTec ER4047 .035 1# Spool Aluminum MIG Wire

Alcotec Alloy 4047 was originally developed as a brazing alloy (BAlSi-4) OR (718) to take advantage of its low melting point and narrow freezing range. In addition, it has a higher silicon content than 4043, which provides for increased fluidity and reduced shrinkage. The alloy produces bright and almost smut free welds. Hot cracking is significantly reduced when 4047 is used as a filler alloy. The alloy may be used in applications of sustained elevated temperatures.
Typical Applications
- Trade designation: ALMIGWELD and ALTIGWELD
- Non-Heat treatable
- Similar to AlSi12 (Germany), BS N21 (United Kingdom)
- ISO designation: AlSi12
- Principle alloying elements: Silicon
- Applicable specifications: ANSI/AWS A5.10 (ER & R), AMS 4190

Weldmark ER70S-6 Carbon Steel MIG Wire
Weldmark ER70S-6 Carbon Steel MIG Wire

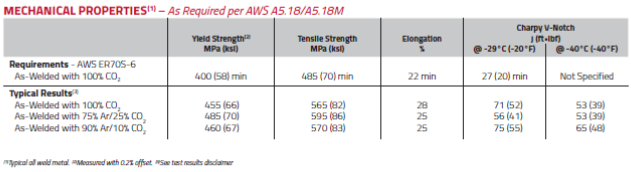
Weldmark® By ESAB® 70S-6 MIG Wire
For work with filler metals, Weldmark® By ESAB® 70S-6 MIG Wire contains higher levels of deoxidizers (manganese and silicon) and lower carbon levles as compared to a general purpose wire. The high content of deoxidizers allow welding over heavier amounts of dirt, rust and mill scale while providing a more fluid puddle and smoother bead profile.
Weldmark® By ESAB® 70S-6 MIG Wire has excellent feedability, consistency and exceptional arc characteristics. This wire delivers a very stable arc, resulting in less spatter, less clean up time and improved performance. This is a perfect choice when seeking a wire for semi-automatic, automatic and robotic welding applications.
AWS Classification – AWS SFA5.18; ER70S-6
Classifications/Approvals – Certified by C.W.B.: CSA W48B – G49A3CG6 ASME SFA 5.18 ER70S-6
AlcoTec ER4043 Aluminum MIG Wire
AlcoTec ER4043 Aluminum MIG Wire

Weldmark 2% Thoriated Tungsten 3/32″ X 7″
Weldmark 2% Thoriated Tungsten 3/32″ X 7″

Tungsten Electrode 3/32” X 7” Ground 2% Thoriated Tungsten
Extremely long lasting and highly durable, these electrodes are a staple in DC welding applications. They are the most commonly used electrodes today and are preferred for their longevity and ease of use. Thorium increases the electron emission qualities of the electrode, which improves arc starts and allows for a higher current-carrying capacity. This electrode operates far below its melting temperature, which results in a considerably lower rate of consumption and eliminates arc wandering for greater stability. Compared with other electrodes, Thoriated electrodes deposit less tungsten into the weld puddle, so they cause less weld contamination.
These electrodes are used mainly for specialty AC welding (such as thin-gauge aluminum and material less than 0.060 inch) and DC welding, either electrode negative or straight polarity, on carbon steel, stainless steel, nickel, and titanium.
During manufacturing, thorium is evenly dispersed throughout the electrode, which helps the tungsten maintain its sharpened edge—the ideal electrode shape for welding thin steel—after grinding. Note: Thorium is radioactive; therefore, you must always follow the manufacturer’s warnings, instructions, and the Safety Data Sheet (SDS) for its use.

Weldmark 2% Thoriated Tungsten 1/16″ X 7″
Weldmark 2% Thoriated Tungsten 1/16″ X 7″

1/16” X 7” Ground 2% Thoriated Tungsten
Extremely long lasting and highly durable, these electrodes are a staple in DC welding applications. They are the most commonly used electrodes today and are preferred for their longevity and ease of use. Thorium increases the electron emission qualities of the electrode, which improves arc starts and allows for a higher current-carrying capacity. This electrode operates far below its melting temperature, which results in a considerably lower rate of consumption and eliminates arc wandering for greater stability. Compared with other electrodes, Thoriated electrodes deposit less tungsten into the weld puddle, so they cause less weld contamination.
These electrodes are used mainly for specialty AC welding (such as thin-gauge aluminum and material less than 0.060 inch) and DC welding, either electrode negative or straight polarity, on carbon steel, stainless steel, nickel, and titanium.
During manufacturing, thorium is evenly dispersed throughout the electrode, which helps the tungsten maintain its sharpened edge—the ideal electrode shape for welding thin steel—after grinding. Note: Thorium is radioactive; therefore, you must always follow the manufacturer’s warnings, instructions, and the Safety Data Sheet (MSDS) for its use.

Lincoln SuperArc L-56 ER70S-6 Copper Coated Carbon Steel MIG Wire
Lincoln SuperArc L-56 ER70S-6 Copper Coated Carbon Steel MIG Wire


CK Worldwide Layzr Tungsten 7″
CK Worldwide Layzr Tungsten 7″

Tungsten Electrode 7” Layzr Non-Radioactive
Best for automated or robotic applications in alternating current (a/c) or direct current (d/c) due to low voltage tolerance (changes in tip to work piece distance) using inverter or transformer based constant current power sources. Good for low-alloyed steels, Non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Runs cooler than 2% Thoriated with longer life, low to medium amperage range. Best for low amperage starts.
- AWS A5.12 EWG
- ISO 6848

Lincoln Super Arc L-59 ER70S-6 Copper Coated Carbon Steel MIG Wire .035 44# Spool
Lincoln Super Arc L-59 ER70S-6 Copper Coated Carbon Steel MIG Wire .035 44# Spool


Specifications
| Diameter: | .035 |
| Package: | 44 lb. Spool |
| SKU: | LINED032366 |

CK Worldwide Layzr Tungsten 1/8″ X 7″
CK Worldwide Layzr Tungsten 1/8″ X 7″
Tungsten Electrode 1/8” x 7” Layzr Non-Radioactive.
Best for automated or robotic applications in alternating current (a/c) or direct current (d/c) due to low voltage tolerance (changes in tip to work piece distance) using inverter or transformer based constant current power sources. Good for low-alloyed steels, Non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Runs cooler than 2% Thoriated with longer life, low to medium amperage range. Best for low amperage starts.
- AWS A5.12 EWG
- ISO 6848

Weldmark 2% Thoriated Tungsten 1/8″ X 7″
Weldmark 2% Thoriated Tungsten 1/8″ X 7″

1/8” X 7” Ground 2% Thoriated Tungsten Electrode
Extremely long lasting and highly durable, these electrodes are a staple in DC welding applications. They are the most commonly used electrodes today and are preferred for their longevity and ease of use. Thorium increases the electron emission qualities of the electrode, which improves arc starts and allows for a higher current-carrying capacity. This electrode operates far below its melting temperature, which results in a considerably lower rate of consumption and eliminates arc wandering for greater stability. Compared with other electrodes, Thoriated electrodes deposit less tungsten into the weld puddle, so they cause less weld contamination.
These electrodes are used mainly for specialty AC welding (such as thin-gauge aluminum and material less than 0.060 inch) and DC welding, either electrode negative or straight polarity, on carbon steel, stainless steel, nickel, and titanium.
During manufacturing, thorium is evenly dispersed throughout the electrode, which helps the tungsten maintain its sharpened edge—the ideal electrode shape for welding thin steel—after grinding. Note: Thorium is radioactive; therefore, you must always follow the manufacturer’s warnings, instructions, and the Safety Data Sheet (SDS) for its use.

Lincoln SuperArc LA-90 ER80S-D2/ER90S-D2/EA3K Low Alloy Steel MIG Wire .035 33# Spool
Lincoln SuperArc LA-90 ER80S-D2/ER90S-D2/EA3K Low Alloy Steel MIG Wire .035 33# Spool


CK Worldwide 2% Ceriated Tungsten
CK Worldwide 2% Ceriated Tungsten

7” 2% Ceriated Tungsten
These electrodes perform best in DC welding at low current settings but can be used proficiently in AC processes. With its excellent arc starts at low amperages, Ceriated tungsten has become popular in such applications as orbital tube and pipe fabricating, thin sheet metal work, and jobs involving small and delicate parts. Like thorium, it is best used to weld carbon steel, stainless steel, nickel alloys, and titanium, and in some cases it can replace 2 percent Thoriated electrodes. Ceriated tungsten has slightly different electrical characteristics than thorium, but most welders can’t tell the difference.
Using Ceriated electrodes at higher amperages is not recommended because higher amperages cause the oxides to migrate quickly to the heat at the tip, removing the oxide content and nullifying its process benefits.

CK Worldwide Lanthanated Tungsten 3/32″ X 7″
CK Worldwide Lanthanated Tungsten 3/32″ X 7″

3/32” X 7” 2% Lanthanated tungsten electrodes (AWS classification EWLa-2) contain a minimum of 97.80 percent tungsten and 1.30 percent to 1.70 percent lanthanum, or Lanthana, and are known as 1.5 percent Lanthanated. These electrodes have excellent arc starting, a low Burn off rate, good arc stability, and excellent re ignition characteristics—many of the same advantages as Ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2 percent Thoriated tungsten. In some cases, 1.5 percent Lanthanated can replace 2 percent Thoriated without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DC electrode negative with a pointed end, or they can be balled for use with AC sine wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike Thoriated tungsten, these electrodes are suitable for AC welding and, like Ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of 1.5 percent Lanthana increases the maximum current-carrying capacity by approximately 50 percent for a given electrode size.

CK Worldwide 1.5% Lanthanated Tungsten 1/8″ X 7″
CK Worldwide 1.5% Lanthanated Tungsten 1/8″ X 7″

3/32” X 7” Lanthanated tungsten electrodes (AWS classification EWLa-1.5) contain a minimum of 97.80 percent tungsten and 1.30 percent to 1.70 percent lanthanum, or Lanthana, and are known as 1.5 percent Lanthanated.
These electrodes have excellent arc starting, a low burn off rate, good arc stability, and excellent re ignition characteristics—many of the same advantages as Ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2 percent Thoriated tungsten. In some cases, 1.5 percent Lanthanated can replace 2 percent Thoriated without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DC electrode negative with a pointed end, or they can be balled for use with AC sine wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike Thoriated tungsten, these electrodes are suitable for AC welding and, like Ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of 1.5 percent Lanthana increases the maximum current-carrying capacity by approximately 50 percent for a given electrode size.
- AWS A5.12 EWLa-1.5
- ISO 6848 WL15

ESAB Dual Shield II 80-Ni1 H4 .045 33#
ESAB Dual Shield II 80-Ni1 H4 .045 33#

Industries
- Railcars
- Mobile Equipment
- Industrial and General Fabrication
- Civil Construction
- Bridge Construction
- Ship/Barge Building
Welding Process
- FCAW (Flux Core)





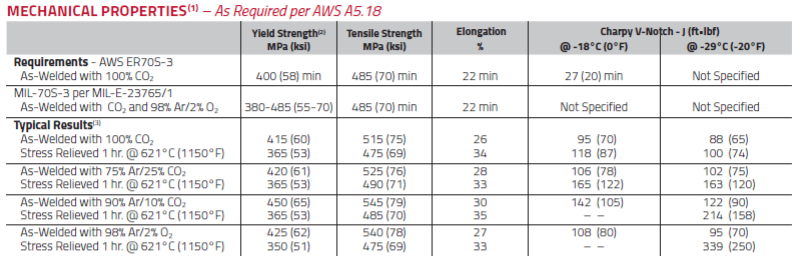
Lincoln Super Arc L-50 ER70S-3 Copper Coated Carbon Steel MIG Wire .030 33# Spool
Lincoln Super Arc L-50 ER70S-3 Copper Coated Carbon Steel MIG Wire .030 33# Spool

![]()

Specifications
| Diameter: | .030 |
| Package: | 33 lb. Spool |
| SKU: | LINED031407 |

Lincoln Metalshield MC-6 E70C-6M H4 Gas Shielded Metal Core Carbon Steel Tubular Wire
Lincoln Metalshield MC-6 E70C-6M H4 Gas Shielded Metal Core Carbon Steel Tubular Wire
