Welding
Showing 161–180 of 460 results

Miller Millermatic 252 MIG Welder
Miller Millermatic 252 MIG Welder

Comes complete with:
- 15 ft. (4.6 m), 250-amp MDX™-250 MIG gun
- 10 ft. (3 m) work cable with clamp
- 10 ft. (3 m) industrial power cord (with plug on 200/230 V model)
- Flow gauge regulator and gas hose for argon or AR/CO2 mix
- Factory-installed lowered running gear/cylinder rack
- .030/.035 in. reversible dual-groove drive rolls
- Extra contact tips

Lincoln Power MIG 140MP Welder
Lincoln Power MIG 140MP Welder

Details
- Versatile Performance– Multiprocess unit capable of MIG welding 30-140 amps, DC TIG welding 10-120 amps, and Stick welding 25-90 amps.
- Easy to use– Simple two knob operation for controlling wire feed speed and voltage. Single button allows for easy process selection changes.
- Compact Design– Lightweight and portable at 34.5 lbs. Conveniently plugs into household 120V power.
Features
- Versatile Performance
- Easy To Use
- Compact Design
What’s Included
- Gun- Magnum PRO 100L gun and 10 ft. (3.0 m) cable assembly with brass connection and 8-pin trigger connector (K530-7). .025 in. (0.6 mm) tapered contact tips (Qty 3) .035 in. (0.9 mm) tapered contact tips (Qty. 3) Gasless nozzle for Innershield welding Gas nozzle for MIG welding Spindle adapter for 8 in. (203 mm) diameter spools .025 – .035 in. (0.6 – 0.9 mm) wire diameter dual track drive roll for MIG and flux-cored welding (KP2948-1)
- Shielding Gas Apparatus- Harris3000290 Gas Regulator (S25805) and 52 in. (1.3 m) hose (S19303) for use with Ar/CO2 blend gases. For use with CO2 shielding gas- order a Lincoln Electric S19298 CO2 shielding gas bottle adapter.
- Welding Wire- Sample spool of .025 in. (0.6 mm) diameter SuperArc L-56 premium MIG wire Sample) spool of .035 in. (0.9 mm) diameter Innershield NR-211-MP flux-cored wire
- Other- Work clamp and 10 ft. (3.0 m) cable Instruction manual Quick Start guide Electrode holder with 10 ft. cable for stick welding
K4498-1

Lincoln Outback 185 Engine Driven Welder
Lincoln Outback 185 Engine Driven Welder

Built for the Outdoors!™
The Low-Lift™ grab bars on both ends make lifting the Outback® 185 on and off truck beds easy. The compact Outback® 185 is easy to start with all engine controls on the front of the machine, and it’s easy to use for welding. Use the AC generator power for a variety of applications described below with the large 6.8 gallon (25.7 liter) fuel tank! Plug in a Lincoln Electric POWER MIG® 140C or POWER MIG® 180C for wire welding too.
- Low-Lift™ Grab Bars (Patent Pending)
- More leverage for lifting unit on and off truck beds.
- Extra protection against product damage.
- Best in class feature!
- All Engine Controls on Front Control Panel
- Easy access for starting, especially when mounted on truck beds.
- Front panel includes electric start switch and engine choke control.
- Best in class feature!
- 1-1/4 in. (32 mm) Diameter Rugged Tube Frame
- Great for all-around sturdy protection.
- Best in class feature!
- 6.8 Gallon (25.7 Liter) Fuel Tank
- Less frequent re-fueling, for extended run times.
- Large fuel fill opening for easy re-fueling too!
- Best in class feature!
- Weld with up to 5/32 in. (4 mm) Stick Electrode
- Up to 185 amps of DC output for many applications.
- 5,700 Watts Peak AC Generator Power (5,200 Watts Continuous).
- Many uses! Grinder, work lights, pump, motor starting, or emergency power.
- Plug in a Lincoln Electric POWER MIG® 140C or POWER MIG® 180C for wire welding.
- Plug in a Lincoln Electric Tomahawk® 375 Air to cut metal.
| RATED OUTPUT |
|
| OUTPUT RANGE |
|
| GENERATOR OUTPUT |
|
| TYPE OF ENGINE |
|
| HP AND SPEED |
|
| CYLINDERS |
|
| DIMENSIONS (H X W X D) | 25.6 in x 21.8 in x 31.5 in (651 mm x 553 mm x 800 mm) |
| NET WEIGHT | 295.00 (133.81 kg) |

ESAB .045 – .187 Contact Tip For MT-200 Series MIG Guns
ESAB .045 – .187 Contact Tip For MT-200 Series MIG Guns

ESAB .045” – .187” Contact Tip
Compatible with MT-200 MIG gun.

Weldmark E6011 Mild Steel Electrode 1/8″ X 14″ 5# Tube
Weldmark E6011 Mild Steel Electrode 1/8″ X 14″ 5# Tube

Blue Demon E6011 is a mild-steel, all position electrode designed primarily for use on AC power sources. It produces a strong arc force for deep penetration and a fine spray transfer that enhances operator appeal. Fast freezing or rapid solidification of the metal allows welding in the vertical and overhead position. Its light slag eliminates slag holes that are prevalent on some applications with other electrodes.
Typical Applications: general purpose fabrication, galvanized steel work, structural work, shipbuilding
Specifications:
|
Diameter: |
1/8″ |

Lincoln Fleetweld 5P+ Mild Steel Cellulosic Stick Electrode
Lincoln Fleetweld 5P+ Mild Steel Cellulosic Stick Electrode



Hobart Deckmaster E6022 Mild Steel Stick Electrode
Hobart Deckmaster E6022 Mild Steel Stick Electrode



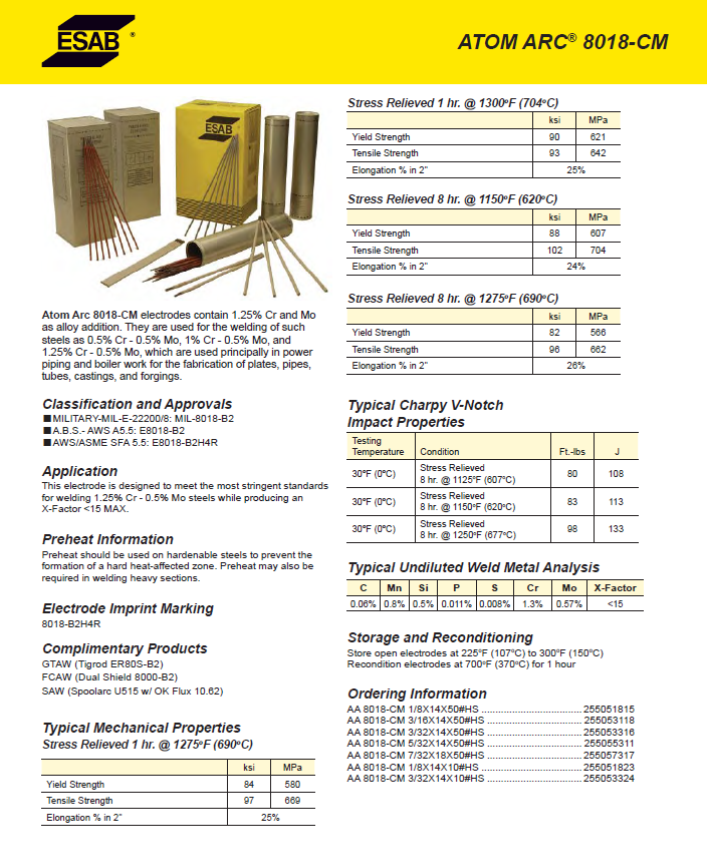
ESAB AtomArc 8018-CM Low Alloy Stick Electrode
ESAB AtomArc 8018-CM Low Alloy Stick Electrode


Weldmark 300 Amp Electrode Holder
Weldmark 300 Amp Electrode Holder

Weldmark Brand 300 amp stick electrode holder. Upper and lower tongs are made from a high copper alloy for maximum conductivity and strength. Top and bottom tip insulators are a molded fiberglass compound and will withstand intensive heat impact. Handles are molded from a durable glass filled nylon material with a good heat and impact resistance. Oval-point screw cable connection is standard on all models
Specifications:
· Amps: 300
· Electrode Cap.: 1/4 in
· Cable Cap.: 2/0
· Length: 10 inch
· Type: Medium Duty

Tweco 300 Amp Copper Ground Clamp
Tweco 300 Amp Copper Ground Clamp

Genuine Tweco® Professional Copper Ground Clamp with Ball-Point Cable Connection
Features
· Copper cast upper and lower jaws
· Insulated Spring
· Heavy Duty Spring providing the clamping force to the work surface
Specifications
· Material Composition: Copper Casting
· Amperage Capacity: 300
· Jaw Opening Depth: 4″
· Applications: Light Duty Metal Fabrication
· Overall Length: 8.5″
· Type Of Cable Connection: Ball-Point thru 3/0
· Style: Ground Device Clamp
· Jaw Opening: 1.5″
· Processes: SMAW, SAW, GMAW, FCAW, GTAW



Stoody 965-G Gas Shielded Semi-Automatic Hard Face Alloy Steel Tubular Wire .045 33# Spool
Stoody 965-G Gas Shielded Semi-Automatic Hard Face Alloy Steel Tubular Wire .045 33# Spool


Lincoln SuperArc LA-90 ER80S-D2/ER90S-D2/EA3K Low Alloy Steel MIG Wire .035 33# Spool
Lincoln SuperArc LA-90 ER80S-D2/ER90S-D2/EA3K Low Alloy Steel MIG Wire .035 33# Spool


CK Worldwide 2% Ceriated Tungsten
CK Worldwide 2% Ceriated Tungsten

7” 2% Ceriated Tungsten
These electrodes perform best in DC welding at low current settings but can be used proficiently in AC processes. With its excellent arc starts at low amperages, Ceriated tungsten has become popular in such applications as orbital tube and pipe fabricating, thin sheet metal work, and jobs involving small and delicate parts. Like thorium, it is best used to weld carbon steel, stainless steel, nickel alloys, and titanium, and in some cases it can replace 2 percent Thoriated electrodes. Ceriated tungsten has slightly different electrical characteristics than thorium, but most welders can’t tell the difference.
Using Ceriated electrodes at higher amperages is not recommended because higher amperages cause the oxides to migrate quickly to the heat at the tip, removing the oxide content and nullifying its process benefits.

CK Worldwide Lanthanated Tungsten 3/32″ X 7″
CK Worldwide Lanthanated Tungsten 3/32″ X 7″

3/32” X 7” 2% Lanthanated tungsten electrodes (AWS classification EWLa-2) contain a minimum of 97.80 percent tungsten and 1.30 percent to 1.70 percent lanthanum, or Lanthana, and are known as 1.5 percent Lanthanated. These electrodes have excellent arc starting, a low Burn off rate, good arc stability, and excellent re ignition characteristics—many of the same advantages as Ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2 percent Thoriated tungsten. In some cases, 1.5 percent Lanthanated can replace 2 percent Thoriated without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DC electrode negative with a pointed end, or they can be balled for use with AC sine wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike Thoriated tungsten, these electrodes are suitable for AC welding and, like Ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of 1.5 percent Lanthana increases the maximum current-carrying capacity by approximately 50 percent for a given electrode size.

CK Worldwide 1.5% Lanthanated Tungsten 1/8″ X 7″
CK Worldwide 1.5% Lanthanated Tungsten 1/8″ X 7″

3/32” X 7” Lanthanated tungsten electrodes (AWS classification EWLa-1.5) contain a minimum of 97.80 percent tungsten and 1.30 percent to 1.70 percent lanthanum, or Lanthana, and are known as 1.5 percent Lanthanated.
These electrodes have excellent arc starting, a low burn off rate, good arc stability, and excellent re ignition characteristics—many of the same advantages as Ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2 percent Thoriated tungsten. In some cases, 1.5 percent Lanthanated can replace 2 percent Thoriated without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DC electrode negative with a pointed end, or they can be balled for use with AC sine wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike Thoriated tungsten, these electrodes are suitable for AC welding and, like Ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of 1.5 percent Lanthana increases the maximum current-carrying capacity by approximately 50 percent for a given electrode size.
- AWS A5.12 EWLa-1.5
- ISO 6848 WL15

Weldmark .040 Tig Gas Lens Collet Body For HW-9,20,20H,24W,25 Torches
Weldmark .040 Tig Gas Lens Collet Body For HW-9,20,20H,24W,25 Torches


Weldmark 1/8″ TIG Gas Lens Collet Body For HW-17, 18, 26 Torches
Weldmark 1/8″ TIG Gas Lens Collet Body For HW-17, 18, 26 Torches


Weldmark TIG Collet 1/8″ For HW-17, 18, 26 Torches
Weldmark TIG Collet 1/8″ For HW-17, 18, 26 Torches


Weldmark TIG Collet 1/16″ For HW-17, 18, 26 Torches
Weldmark TIG Collet 1/16″ For HW-17, 18, 26 Torches
