Shop
Showing 1–20 of 47 results

ESAB Dual Shield 7100 Ultra E71T-1CH8/E71T-9MD Gas Shielded Flux Core Carbon Steel Tubular Wire .045 33# Spool
ESAB Dual Shield 7100 Ultra E71T-1CH8/E71T-9MD Gas Shielded Flux Core Carbon Steel Tubular Wire .045 33# Spool


ESAB Rebel EMP 235ic Multi-Process Welder
ESAB Rebel EMP 235ic Multi-Process Welder

Introducing Rebel EMP 235ic – the next level Rebel welding machine that offers TRUE multi-process performance in a portable package. When it comes to getting around and getting work done, Rebel EMP 235ic is second to none. It is the most mobile welder in its class and has the power and performance to crush even the most demanding jobs.
PACKAGE INCLUDES:
▪ Rebel EMP 235ic power supply
▪ Tweco SprayMaster 250 MIG gun
▪ Victor argon flowmeter regulator
▪ 12.5 ft. (3.8 m) hose
▪ return clamp with leads, drive rolls and contact tips
▪ .035 in. (0.9 mm) wire
▪ electrode holder
▪ ESAB Atom Arc 7018 electrodes
▪ power adapter
▪ operator’s manual

ESAB 5/8″ Nozzle For MT Series MIG Guns
ESAB 5/8″ Nozzle For MT Series MIG Guns

ESAB Standard Duty 5/8” Welding Nozzle
Nozzle is compatible with:
▪ MT-200
▪ MT-400
▪ ST-23A

CK Worldwide Layzr Tungsten 7″
CK Worldwide Layzr Tungsten 7″

Tungsten Electrode 7” Layzr Non-Radioactive
Best for automated or robotic applications in alternating current (a/c) or direct current (d/c) due to low voltage tolerance (changes in tip to work piece distance) using inverter or transformer based constant current power sources. Good for low-alloyed steels, Non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Runs cooler than 2% Thoriated with longer life, low to medium amperage range. Best for low amperage starts.
- AWS A5.12 EWG
- ISO 6848

ESAB Electrode For PT-32/32EH Plasma Torch
ESAB Electrode For PT-32/32EH Plasma Torch

ESAB Brand, Model 0558001969, Electrode
Compatible with PT-32 & PT-32EH Plasma Torch

ESAB Dual Shield 710X E71T-1C-DH8/1M/E71T-9C-DH8/9M Gas Shielded Flux Core Carbon Steel Tubular Wire .045 33# Spool
ESAB Dual Shield 710X E71T-1C-DH8/1M/E71T-9C-DH8/9M Gas Shielded Flux Core Carbon Steel Tubular Wire .045 33# Spool

ESAB 40 Amp Nozzle For PT-32 Plasma Torch
ESAB 40 Amp Nozzle For PT-32 Plasma Torch


ESAB 60 Amp Nozzle For Plasmarc PT-38/PowerCut 900 Plasma Torch
ESAB 60 Amp Nozzle For Plasmarc PT-38/PowerCut 900 Plasma Torch


ESAB Dual Shield II 70 Ultra E71T-1M/E71T-9M/E71T-12M Gas Shielded Flux Core Wire
ESAB Dual Shield II 70 Ultra E71T-1M/E71T-9M/E71T-12M Gas Shielded Flux Core Wire


ESAB Atom Arc 7018 Low Hydrogen Stick Electrode
ESAB Atom Arc 7018 Low Hydrogen Stick Electrode



CK Worldwide Layzr Tungsten 1/8″ X 7″
CK Worldwide Layzr Tungsten 1/8″ X 7″
Tungsten Electrode 1/8” x 7” Layzr Non-Radioactive.
Best for automated or robotic applications in alternating current (a/c) or direct current (d/c) due to low voltage tolerance (changes in tip to work piece distance) using inverter or transformer based constant current power sources. Good for low-alloyed steels, Non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Runs cooler than 2% Thoriated with longer life, low to medium amperage range. Best for low amperage starts.
- AWS A5.12 EWG
- ISO 6848

10″ Chrome Finish Adjustable Wrench
10″ Chrome Finish Adjustable Wrench

10″ Adjustable Wrench MUSA – Boxed
- World Famous Crescent® Brand, Made in the USA
- For Professional, Industrial or Home Use
- Wide Capacity Jaw Allows Each Tool to Work with More Fastener Sizes
- Wider Handle Provides More Comfort and Less Stress to the Hand
- Tension Spring Stabilizes Jaw and Knurl Adjusts Easily
- Alloy Steel and Heat Treated
- Proportioned Dimensions for Greatest Strength and Minimum Weight
- Chrome Plated Finish Resists Rust and Corrosion
- Polished Head and Regular, Satin Finished Handle

ESAB .045 – .187 Contact Tip For MT-200 Series MIG Guns
ESAB .045 – .187 Contact Tip For MT-200 Series MIG Guns

ESAB .045” – .187” Contact Tip
Compatible with MT-200 MIG gun.
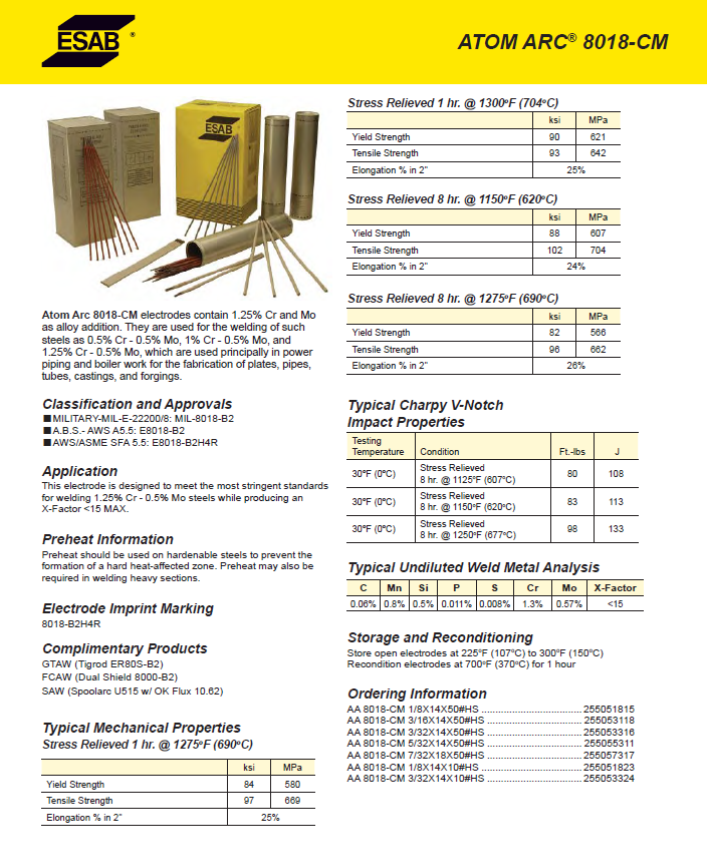
ESAB AtomArc 8018-CM Low Alloy Stick Electrode
ESAB AtomArc 8018-CM Low Alloy Stick Electrode

CK Worldwide 2% Ceriated Tungsten
CK Worldwide 2% Ceriated Tungsten

7” 2% Ceriated Tungsten
These electrodes perform best in DC welding at low current settings but can be used proficiently in AC processes. With its excellent arc starts at low amperages, Ceriated tungsten has become popular in such applications as orbital tube and pipe fabricating, thin sheet metal work, and jobs involving small and delicate parts. Like thorium, it is best used to weld carbon steel, stainless steel, nickel alloys, and titanium, and in some cases it can replace 2 percent Thoriated electrodes. Ceriated tungsten has slightly different electrical characteristics than thorium, but most welders can’t tell the difference.
Using Ceriated electrodes at higher amperages is not recommended because higher amperages cause the oxides to migrate quickly to the heat at the tip, removing the oxide content and nullifying its process benefits.

CK Worldwide Lanthanated Tungsten 3/32″ X 7″
CK Worldwide Lanthanated Tungsten 3/32″ X 7″

3/32” X 7” 2% Lanthanated tungsten electrodes (AWS classification EWLa-2) contain a minimum of 97.80 percent tungsten and 1.30 percent to 1.70 percent lanthanum, or Lanthana, and are known as 1.5 percent Lanthanated. These electrodes have excellent arc starting, a low Burn off rate, good arc stability, and excellent re ignition characteristics—many of the same advantages as Ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2 percent Thoriated tungsten. In some cases, 1.5 percent Lanthanated can replace 2 percent Thoriated without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DC electrode negative with a pointed end, or they can be balled for use with AC sine wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike Thoriated tungsten, these electrodes are suitable for AC welding and, like Ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of 1.5 percent Lanthana increases the maximum current-carrying capacity by approximately 50 percent for a given electrode size.

CK Worldwide 1.5% Lanthanated Tungsten 1/8″ X 7″
CK Worldwide 1.5% Lanthanated Tungsten 1/8″ X 7″

3/32” X 7” Lanthanated tungsten electrodes (AWS classification EWLa-1.5) contain a minimum of 97.80 percent tungsten and 1.30 percent to 1.70 percent lanthanum, or Lanthana, and are known as 1.5 percent Lanthanated.
These electrodes have excellent arc starting, a low burn off rate, good arc stability, and excellent re ignition characteristics—many of the same advantages as Ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2 percent Thoriated tungsten. In some cases, 1.5 percent Lanthanated can replace 2 percent Thoriated without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DC electrode negative with a pointed end, or they can be balled for use with AC sine wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike Thoriated tungsten, these electrodes are suitable for AC welding and, like Ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of 1.5 percent Lanthana increases the maximum current-carrying capacity by approximately 50 percent for a given electrode size.
- AWS A5.12 EWLa-1.5
- ISO 6848 WL15
ESAB Sureweld 10P PLUS Mild Steel Stick Electrode
ESAB Sureweld 10P PLUS Mild Steel Stick Electrode
Sureweld 10P Plus is a modified version of the standard 10P electrode and can be differentiated by its gray coating. It has also been developed for the pipe welding industry but has a more consistent burn-off and a more forgiving arc burn. This provides a better bead profile and sidewall fusion with lower spatter. Sureweld 10P Plus will maintain the proper keyhole in an open root and will produce X-ray quality joints in the flat, horizontal, overhead, vertical-up, and vertical-down procedures. Sureweld 10P Plus is recommended for welding API grades A25, A, B and X42 pipe and general structural, ship, barge and storage tank fabrication. It may also be used for welding root passes in higher grade pipe in some circumstances.


ESAB Spoolarc 65E Carbon Steel TIG Rod
ESAB Spoolarc 65E Carbon Steel TIG Rod

ESAB Spoolarc TIG Rod
ESAB Spoolarc 65 is a triple deoxidized (Aluminum, Titanium, Zirconium) welding wire designed for welding over rust and mill scale. The less fluid weld puddle of Spoolarc 65 makes it easy to control when used out of position. Spoolarc 65 is the preferred wire for all position welding of small diameter.
Specifications:
▪ Classification: AWS A5.18:ER70S-2 H4
▪ Approvals: MIL-E-23765/1 70S-2

ESAB 30-50 Amp Air/Nitrogen Electrode For PT-31XL/31XLPC Plasma Torch
ESAB 30-50 Amp Air/Nitrogen Electrode For PT-31XL/31XLPC Plasma Torch
ESAB Brand, Model 20862, 30 – 50 Amp Air/Nitrogen Electrode
Compatible with PT-31XL & 31XLPC Plasma Torch